慕滋家居

全国咨询热线:
12571881220

模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:7、模具生产出制件表面要无硬压伤,修边冲孔类毛刺要做到符合工差要求范围;8、模具定位销不得有太松或太紧的现象,定位销吃入量不足(小于10mm),零部件拆装后要可以复原稳定;9、模具在生产过程中零件定位要稳定可靠,不得有因模具型面及定位干涉而导致工序件摆放摇晃不定或放不到位现象;10、对模具结构因工艺需要或是设计时考虑不够完善要进行更改的,普师不得擅自更改。以技术先行为原则,普师要及时与大师傅进行沟通,确保模具要图物相符。(特别是易损或是需要更换的零部件)模具管理软件与设备管理软件不同,重在帮助企业实现管理模具的位置、寿命、状态、维保以及模具履历。中山吹塑模具制造管理软件系统

传统的ERP项目的界面是为那些分析,决策者设计的。在生产部门中,由于变化更快,应该更快的呈现这种变化。生产过程中,通常不会去分析过时的静态数据,而是会去分析正在发生的信息以及趋势。不同职位的人,需要的信息种类不同,系统呈现的方式也就不同。4. 供应链需要在战略或商业级以上的层次整合起来如今,公司间的竞争已经不只是两个公司之间的事了,而是两条供应链之间的事。这也意味着提高效率不仅要从战略或商业层面上进行改善,而是要从整个供应链改善。信息整合只能从车间级开始的各个层次开始整合起来。只有具备及时,准确的信息流。供应链才能高效的运转起来。5. ERP知道“为什么”,MES知道“怎么做”前者用来策略制定,而后者则是操作层面上的东西。知道怎么做的人给知道为什么的人做事,知道为什么的人需要知道怎么做的人实现他们的想法。这是一种很重要的互相依存的关系。口碑好的模具制造管理软件设计模具这类产品的生产加工因使用场景的不同,也反映在工艺、设备、材料、工时等方面。
模具管理系统中的排程分为大日程排程,任务排程,工序排程,机台排程等方式。大日程排程目的:以项目为主体,建立项目工序的排程,为工序与机台排程提供依据,同时按大日程查看项目完成度。项目工序主要以"2D、3D设计",“BOM编制”,“模坯采购”,“编程”,“电极加工”等此类项目工序。通过建立大日程的模板进行导入排程,模板中设定起始天数与持续天数,工时等信息,排程时进行导入模板,系统会自动填写起始日期,结束日期,工时,要求,负责人等相关信息。通过表格与甘特图进行初步的调整后保存下发,大日程排程做为后面工序排程,机台排程的依据,后面工作的时间必须限定在此范围内,如果无法满足交期要求,需通知项目负责人进行调整,否则将以预警方式通知作业人员。在每个项目工序所对应的任务组中,相关部门负责人再对任务所对应的负责人进行指定,负责人即可看到任务清单,对任务清单进行接收、处理、发送等操作。个人可对任务进行分解子任务,任务有并行任务与串行任务,有里程碑节点任务等。
模具排配生产管理系统是一套模具设计生产的综合管理系统,涵盖营业订单管理、CAD设计管理、机加工生产管理、钳工管理、试模管理、成本管理以及其它日常人事管理,涵盖模具厂各职能部门的管理作业。此系统采用一种智能生产排配原则,采用独特的倒推式计算方法,分析计算各生产单位及加工设备的工作负荷,生成工作负荷表存储于工作排配管理数据库,排配模具加工生产工序,并对排配结果进行模拟判断,生成排配计划表存储于工作排配管理数据库,并将上述排配计划表传送给相关单位进行生产加工,并终输出管理数据。针对中国模具企业棘手问题,模具管理软件能提供好的解决方案。

模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:1、模具外观表面要确保清洁无油污、锈迹,所有锐边、加工毛边要倒角均匀,去除毛刺;2、模具型面光洁度要良好,不得有无打光现象(型面加工刀痕还很清晰或是只用粗沙轮推过)存在,或者用抛光片抛光;3、所有坚固部件不得有螺丝或是定位销漏锁。螺丝过孔配合要畅通,螺丝帽不得加工或打磨至小,定位销不得使用非标尺寸;4、对加工缺陷、铸造缺陷以及生产过程发生的碰撞压伤等在允许的范围内补焊修复,不符合规定的作报废处理;5、所有镶块拼接缝不得大于0.05mm,背托面配合间隙不得大于0.03mm,因加工缺陷造成背托面要加垫片的不得有多层加垫,并要求用螺丝固定;6、导板配合间隙不得大于0.05mm,红丹研合接触要均匀,上下垂直,背面不得多加多层垫片.
模具制造管理软件知识简介。江苏昆山靠谱的模具制造管理软件
模具企业是典型的面向订单的单件多品种生产型企业。中山吹塑模具制造管理软件系统
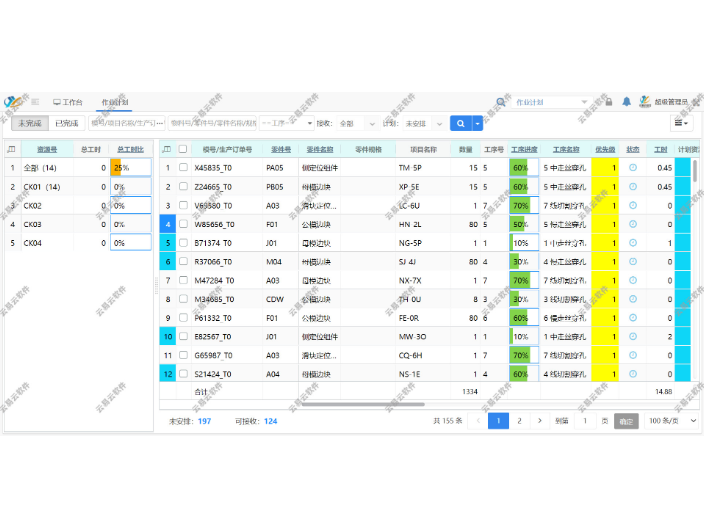
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。中山吹塑模具制造管理软件系统
中山云易云软件科技有限公司成立于2019-04-01,是一家专注于模具ERP,模具管理系统,零件加工系统,进销存管理的****,公司位于中山市火炬开发区港义路25号中山创意港B栋5楼众创26卡。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司业务不断丰富,主要经营的业务包括:{主营产品或行业}等多系列产品和服务。可以根据客户需求开发出多种不同功能的产品,深受客户的好评。公司秉承以人为本,科技创新,市场先导,和谐共赢的理念,建立一支由模具ERP,模具管理系统,零件加工系统,进销存管理**组成的顾问团队,由经验丰富的技术人员组成的研发和应用团队。中山云易云软件科技有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到商务服务行业内客户认可和支持,并赢得长期合作伙伴的信赖。
ABOUT US
慕滋家居












